

���ɷ�ˮ�������߹�������

������ģʽ��
���ܵ���ǿ��Գ�¼�豸����ʱ���̿����DZ���ʾ�Ĺ��ղ������磺��ѹ���������¶�ѹ���������ȣ��۲�������©�͡����졢�����ɶ�����״���ȣ���������ϲ��е�Ԫ����СĢ���������¶ȡ������ٶȡ��ٶȡ�λ�ơ����缰FFT�ף��IJ�����
���ܵ����MA-100A��MA-100B��MA-100C���Թ�ҵ�������ֻ�Ϊ������
���ò��������з���ר�õ��APP���������ڳ�¼�豸����ʱ���̿����DZ���ʾ��
���ղ��� : ��ѹ���������¶�ѹ���������ȡ�
�۲��� : ��©�͡����졢�����ɶ�����״���ȡ�
����Ҫ���ܡ�
�� ��칦��
�C ֧�ֶ�·�����ء���Ա��ʹ��
�C ר���������밲ȫ����
�C �ɸ����豸״̬�Ե����Ŀ���п��ƺ�ɸѡ
�C �߱�©����ʾ���ܣ�ȷ����©��
�C �ḻ��ͨ���ֶκ����ݱ��ϻ���
�C �Զ����ټ�¼�ֳ������Ա���ÿһ�豸��ȷʱ�䣬�Ա㿼�˵�λ�͵������
�C ���ԶԹ۲��ࡢ��¼�ࡢ�����ࡢ������ȶ����������ͽ��м�¼����֧����Ƶ�����Ĺ���
�� ��������
�C �����ͷ������ܣ��û�����ѡ��������ͣ�λ�ơ��ٶȡ����ٶȣ���������ģ�龭�������������������������Dz��ڵ���ǵ���Ļ����ʾ
�C �����֧����������
�C�����¶Ȳ�������֧�������¶Ȳ������ܣ������ʿɵ�������ͼ�λ���ʽֱ����ʾ
�C�ɶ��ƹ��ܣ�ת�١���������ѹ��
�� ͨ�Ź���
�C ���ƻ��Ķ��ַ�ʽ������ع��ܺ͵�����ݵ�ʵʱ�ϴ������������ݲ����Ż�����Ҫ
�C ͨ������ʵ��ͨ�ŷ�ʽ���л���ϵͳ֧��4G/3G/2G��USB��WIFI������������ͨ�ŷ�ʽ���ṩ���Ľ������
�C ��Ϣ֪ͨ���ܣ��ù�����ͨ�����
�C ��ͬ������������пɽ����豸�л�������Ϣͬ������ȥ��ʧ��Ϣ֮��
�� ��ѯͳ�ƹ���
�C ���ƻ���ѯ���Է����ѯ����Ҫ�������ݣ���·�߲�ѯ���豸��ѯ�������ѯ
�C �������ѯ�Լ����Ʒ������������������ݱ仯���������Ͳ�ѯijһ�豸����ʷ��¼
�C ��λͳ�ư����û���鵽λ�������ֹ����λ����ķ���
�C ©��ͳ�ư����û����©���������ֹ�����Ŀ��©����ķ���
�C ����ͳ�ư����û�������������ʵ�ֹ����ľ�ϸ��
�C ��������ȶ��������ͼ���ṩ�������ͳ�Ʒ���
�� ϵͳ����
�C ��Ļ�������ȵ���
�C �����ֵ�Ͳ��֧��һ������
�C �������ӣ�������������
�C �������չ��ܣ��ɶԵ���ֳ��������ռ�¼�����洢����Ӧ��Ŀ¼
�C ���ü��±����ܣ���ʱ��¼Ѳ�����־������¼
�C ʱ�����á��������ú���������
�C ���нڵ繦�ܣ������Զ�����ʱ��
�C �ڵ��ƻ����ػ������ϴ�ʱ���ṩ�����Ӧ��
��ͳ��ֽ��Ѳ�죬��Ѳ����ֹ���¼�����׳�����ʱЧ�Բ�ز����ݸ��Dz��㡣���糣�����±�
�����豸Ѳ���¼��
Ѳ�����ڣ� �� �� ��
|
��� |
�豸���� |
�豸�ͺ� |
���� ��� |
����������ʵʩ��� |
�������� |
�ֳ����� |
������ ȷ�� |
|||||||||||
|
���� ��� |
�ڲ����� |
��Դ���� |
̼ˢ ��� |
���� ���� |
�¶� ���� |
����� |
���� ���� |
���� ���� |
�������� |
���� ���� |
���� |
|||||||
|
1 |
ʯ��ʯ������ |
YRKK560-6 |
A01 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
Ҥβ�ŷ�� |
YPTQ 710-8 |
A02 |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
3 |
ԭ��ĥ����� |
YRKK900-6 |
A03 |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
4 |
ԭ��ĥѭ����� |
YRKK900-6 |
A04 |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
5 |
Ҥβ���·�� |
YPTQ800-6 |
A05 |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
6 |
����ĥ����� |
YRKK710-6 |
A06 |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
7 |
Ҥͷ�ŷ�� |
YPTQ560-8 |
A07 |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
8 |
ˮ��ĥ1#����� |
YRKK1000-8 |
A08 |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
9 |
1#������� |
YRKK630-6 |
A09 |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
10 |
1#������� |
YRKK630-6 |
A10 |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
11 |
ˮ��ĥ2#����� |
YRKK1000-8 |
A11 |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
12 |
2#������� |
YRKK630-6 |
A12 |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
13 |
2#������� |
YRKK630-6 |
A13 |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
Ѳ���ܽ
Ѳ�죺 ȷ�ϣ� ���ڣ� |
�Ľ���ʩ��
�������ܣ� ���ڣ� |
|||||||||||||||||
��־�����������̣��쳣������������������
ÿ��һ�����ƶ�ȫ���豸����ȫ��Ѳ�졣
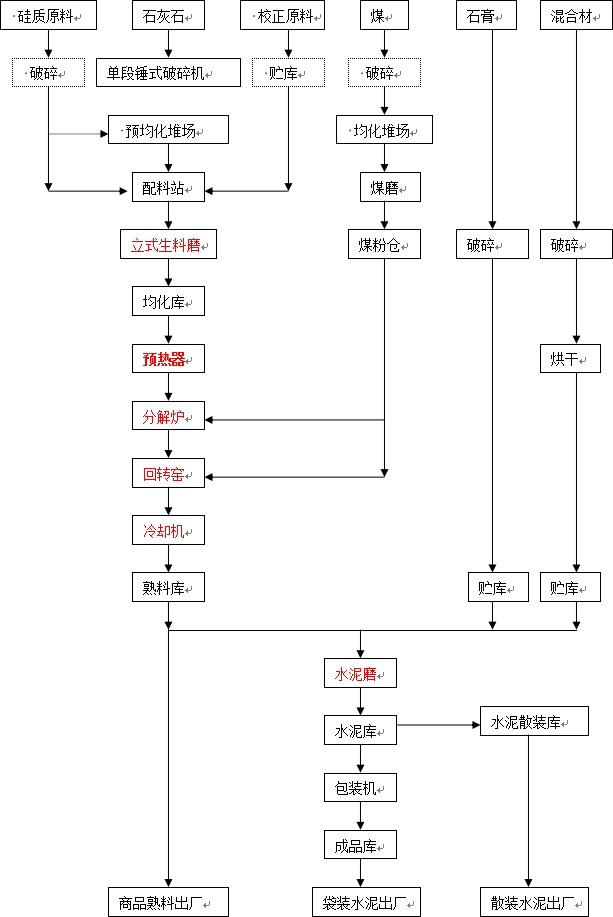
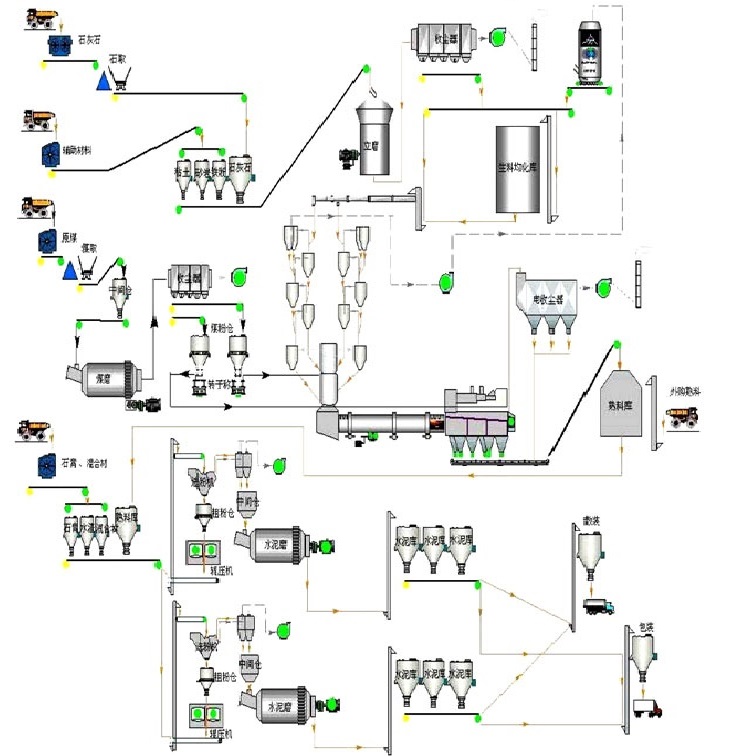
ˮ�������������̼���
1�����鼰Ԥ����
��1������ ˮ�����������У���ԭ��Ҫ�������飬��ʯ��ʯ�����������ʯ��ú�ȡ�ʯ��ʯ������ˮ����������ԭ�ϣ����ɺ�����Ƚϴ�Ӳ�Ƚϸߣ����ʯ��ʯ��������ˮ�೧������������ռ�бȽ���Ҫ�ĵ�λ��
��2��ԭ��Ԥ���� Ԥ��������������ԭ�ϵĴ桢ȡ�����У����ÿ�ѧ�Ķ�ȡ�ϼ�����ʵ��ԭ�ϵij���������ʹԭ�϶ѳ�ͬʱ�߱�����������Ĺ��ܡ�
2�������Ʊ�
ˮ�����������У�ÿ����1�ֹ�����ˮ������Ҫ��ĥ3�����ϣ���������ԭ�ϡ�ȼ�ϡ����ϡ�����ϡ�ʯ�ࣩ����ͳ�ƣ��ɷ�ˮ�������߷�ĥ��ҵ��Ҫ���ĵĶ���Լռ ȫ��������60%���ϣ��������Ϸ�ĥռ30%���ϣ�úĥռԼ3%��ˮ���ĥԼռ40%����ˣ�����ѡ���ĥ�豸�������̣��Ż����ղ�������ȷ���������� ��ҵ�ƶȣ��Ա�֤��Ʒ�����������ܺľ����ش����塣
3�����Ͼ���
���ɷ�ˮ�����������У����ȶ�������ϳɷ����ȶ������ճ��ȹ��ƶȵ�ǰ�ᣬ���Ͼ���ϵͳ�����ȶ�������ϳɷֵ����һ���ѹ����á�
4��Ԥ�ȷֽ�
�����ϵ�Ԥ�ȺͲ��ַֽ���Ԥ��������ɣ������תҤ���ֹ��ܣ��ﵽ���̻�Ҥ���ȣ�ͬʱʹҤ���Զѻ�״̬�������ϻ��ȹ��̣��Ƶ�Ԥ������������״̬�½��У�ʹ�����ܹ�ͬҤ���ų��ij��������ֻ�ϣ����������ϽӴ�����������ٶȿ죬���Ƚ���Ч�ʸߣ��ﵽ���Ҥϵͳ����Ч�ʡ����������ճ��Ⱥĵ�Ŀ�ġ�
��1�����Ϸ�ɢ
����80%����ڹܵ��ڽ��еġ�ι��Ԥ�����ܵ��е����ϣ�����������������ij���£�������ת�����������˶���ͬʱ����ɢ��
��2�����̷���
������Я���Ϸ۽�������Ͳ����������ͲͲ������Ͳ�������ܣ�֮��Ļ�״�ռ�������ת����������һ����תһ�������˶�����Ͳ�嵽�壬һֱ�������쵽��Ķ˲�����Ȼ��ת��������ת���������������ų���
��3��Ԥ�ֽ�
Ԥ�ֽ⼼���ij�����ˮ�����չ��յ�һ�μ�����Ծ��������Ԥ�����ͻ�תҤ֮������ֽ�¯������Ҥβ�����̵�����ȼ������װ�ã�ʹȼ��ȼ�յķ��ȹ��������ϵ�̼���ηֽ�����ȹ��̣��ڷֽ�¯��������̬������̬��Ѹ�ٽ��У�ʹ��Ҥ���ϵķֽ�����ߵ�90%���ϡ���ԭ���ڻ�תҤ�ڽ��е�̼���ηֽ������Ƶ��ֽ�¯�� ���У�ȼ�ϴִӷֽ�¯�ڼ��룬�ٲ�����Ҥͷ���룬������Ҥ�����մ����ȸ��ɣ��ӳ��˳����������������������ͻ�������ȼ�������ϻ�Ͼ��ȣ�ȼ��ȼ���� ��ʱ���ݸ����ϣ�ʹȼ�ա����ȼ�̼���ηֽ���̵õ��Ż�������������ʡ���Ч���ͺĵ�һϵ���������ܼ��ص㡣
5��ˮ�����ϵ��ճ�
����������Ԥ���������Ԥ�Ⱥ�Ԥ�ֽ������һ�������ǽ����תҤ�н������ϵ��ճɡ�
�ڻ�תҤ��̼���ν�һ����Ѹ�ٷֽⲢ����һϵ�еĹ��෴Ӧ������ˮ�������еĵȿ�����������¶����߽�ʱ���ȿ������Һ�࣬�ܽ���Һ���еĺͽ��з�Ӧ���ɴ��������ϣ��������ճɺ��¶ȿ�ʼ���͡������ˮ��������ȴ������תҤж���ĸ���������ȴ���������͡�������ˮ��ĥ���ܳ��ܵ��¶ȣ�ͬʱ���ո������ϵ����ȣ����ϵͳ����Ч�ʺ�����������
6��ˮ���ĥ
ˮ���ĥ��ˮ������������Ҳ�Ǻĵ����Ĺ�������Ҫ�������ڽ�ˮ�����ϣ��������������ܵ��ڲ��ϵȣ���ĥ�����˵����ȣ���ϸ�ȡ��ȱ�����ȱ�ʾ�����γ�һ���Ŀ������䣬������ˮ�����������ˮ���ٶȣ�����ˮ�ཬ�����ᡢӲ��Ҫ��
7��ˮ���װ ˮ������д�װ��ɢװ���ַ��˷�ʽ
�豸��ת�м�����ݼ���
1��ĥ����ת����Ҫ���
��1�������ĥ����ת�Ƿ�ƽ�ȡ�
��2�����������������˿���ؽ���˿��Ͳ��İ壬�˳İ���˿�Ƿ����ɶ���������۶ϡ�
��3����ĥ���Ƿ��ɶ����ܷ��Ƿ����á�
��4���������쳣������������
��5������������¶ȣ�����60��Ҫ���쵼���棬����65��ͣ����
��6�����ܷ��Ƿ����ã�����©�ң�©�ͣ�©ˮ�����
��7�������ĥ��������ϵͳ�Ƿ�����������������߶��Ƿ��ڹ涨��Χ�ڣ��ߵ�ѹϡ��վ�Ƿ����������Ƿ���������ڻ����ϵ������Ƿ���㡣��ѹ������ѹӦ��0.12-0.4Mpa֮�䣬����ѹ��Ӧ����0.1Mpa����ѹӦ����0.6Mpa������Ӧ��30-40��֮�䡣
��8����������վ��ȴˮ�Ƿ�ͨ��
��9����ĥͷ�Ƿ���ϻ��̣�ĥβ�Ƿ��������ء�
��10����ĥ��Ͳ���Ƿ��п�������������
��11������ˮʹ��ʱ��ˮ�Ƿ�������
2����ѹ����ת����Ҫ���
��1��������ѹ������������˿�Ƿ��ɶ����۶ϡ�
��2�������������Ƿ���������Χ�ڡ�
��3������ת�����ֵ�����¶��Ƿ�������
��4������ϵͳ�Ƿ���������ѹ�������¶ȱ������Ƿ���������Χ�ڡ�
��5����ͨ���۲�۲��������Ƿ���㡣
��6����Һѹϵͳ�����Ƿ������������ѹ��10Mpa��
������ϵͳ�Ƿ������������ѹ��12Mpa����
��7��������У����ӣ����ٻ�����ȴװ���Ƿ���á�
3�����ͼ��ٻ���ת����Ҫ���
��1�������ٻ���ת�Ƿ�ƽ�ȣ����Ƿ��쳣��
��2�������������Ƿ���ȣ����������Գ�����쳣������
��3������鹩��ϵͳ�Ƿ�������ͨ���۲�۲�����Ͳ�λ�������Ƿ���㡣
��4���������ٻ�����ѹ�����¶��Ƿ�������ϡ��վ������ѹӦ������0.3Mpa����ѹ��Ӧ����0.6Mpa������ѹ�Ӧ����0.1Mpa�������¶�Ӧ��20-50��֮�䡣
��5��������¶ȵļ�飬������в�����65�ȣ�������в�����75�ȡ�
��6�����ؽź��㲿����˿�����ɶ�����
��7�������ܷ�Ƿ���©�ͻ�©ˮ����
��8�������ٻ������Ƿ������ۣ��ҳ����������
��9�������ٻ���������ˣ�������˵��������Ƿ���ã��������Ƿ���á�
4����ѹ�綯����ת����Ҫ���
��1����������Ƿ�ɿ��ӵء�
��2�����������ת�Ƿ�ƽ�ȡ�
��3�����綯�������Ƿ����������������������Ҷ�Ƿ���ǣ���ת���Ƿ�������������쳣�Ĵ������ȣ���
��4�����������¶ȣ�������в�Ӧ����75�棬������в�Ӧ����65�档
��5����������е���ϵͳ�Ƿ�������������©�ͣ���λ�Ƿ��ڹ涨��Χ��ϡ��վ������ѹ��Ӧ����0.1Mpa����ѹ��Ӧ����0.6Mpa������ѹ��Ӧ����0.1Mpa������Ӧ��20-50��֮�䡣
��6������ˢ���Ƿ�����绷�Ƿ�����������ˢ�Ƿ���̣����ܵ���ˢ��2mm����
��7�������ӵ�ѹ����ѹ��ƫ���Ƿ�10%�����ߵ�ѹӦ��9KV��11KV֮�䡣
��8������������Ƿ�ƽ�⣨ƫ�Ӧ�����������10%���������Ƿ�����ڶ�����
��9�����綯���¶ȵļ�飬�����¶Ȳ�Ӧ����90�档
��10�����綯���Ƿ�����ζ����Ե���Ϲ��Ȼ��ջٵ���ζ��������������µ��ն�ͷ�Ƿ���ȣ��ú����߲����ǻ�۲������Ƶľ�Ե�����Ƿ��ɫ������ʱҪ��˵㱣��0.7�����ϵľ��룬���Բ������ִ�������
��11������ȴ����ͷ���Ƿ�������
��12������������Ƿ��лҳ�������ȡ�
5�����ͷ����ת����Ҫ���
��1����ȷ�ϸ���е���λ�Ƿ����������ͷ��Ƿ����ͣ���Ҫʱ���͡�
��2������������¶ȣ��������¶Ȳ�Ӧ����65�档
��3������������ȴˮ�Ƿ�������
��4����������Ƿ�������������
��5�����������Ƿ�©�ң����������ѷ졣

